

扫一扫,添加微信
获取更多报价方案
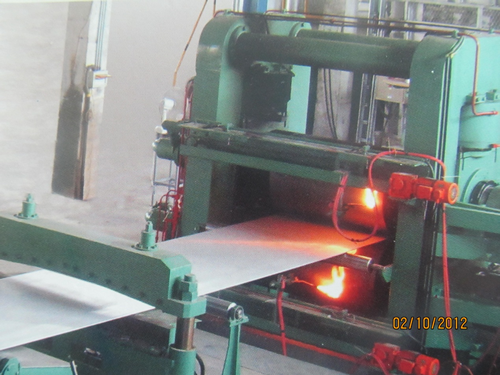
铸轧机是把在经过静置炉精炼后的铝液,经静置炉口Þ液面自动控制装置Þ除气箱内进一步精炼Þ过滤Þ前箱嘴子Þ相向转动且内部通有循环冷却水的铸轧辊,使铝液结晶并产生一定的变形率,从而实现铝及铝合金由熔融的液态金属铸轧成6~10 mm铸轧板材,在经过切头Þ卷取后,形成铸卷带材的工艺过程。通过铸嘴的注口,将铝液注入经冷却水冷却的轧辊上,铝液沿轧辊表面宽向分布。这时,金属处于稍前于轧辊中心线的辊缝处,使液态金属在很短的时间内冷却、凝固,完成整个铸造结晶过程,接着受热轧制成形,形成铸轧板带。在该过程中熔溶状态铝液的大量热能被轧辊迅速带走。
铸轧机每侧铸嘴可水平和垂直进行单独精确调整,确保轧出合格的铸轧板材。
铸轧机的每个轧辊都单独由直流电机和行星齿轮减速箱驱动,同步控制由全数字式控制系统实现。
通过火焰喷涂系统在铸轧辊表面不断形成具有分离和润滑作用的集碳,防止铝液粘辊。铸轧带材离开辊缝后,通过导出辊、夹送辊、液压剪、偏导辊,由直流电机驱动的下卷式卷取机进行卷取。卷取机可提供铸轧板带的张力。当带材尺寸符合要求时,需在不停止铸轧生产过程的情况下剪切带材。为了完成这一操作过程,系统配有一套液压驱动的夹送辊,以保持铸轧机出口处的张力。该夹送辊在同步剪切机剪切前夹紧,在换卷后立即打开。卷材通过卸卷小车和液压推卷装置从卷取机上卸下卷材,完成整个铸轧生产过程。
主要机型(水平换辊,倾斜操作;水平换辊,水平操作)
Φ500×800mm Φ600×1000mm
Φ650×1450mm Φ680×1450mm
Φ680×1650mm Φ700×1450mm
Φ700×1650mm Φ720×1650mm
Φ720×1750mm Φ850×1600mm
Φ850×1650mm Φ850×1750mm
Φ920×1900mm Φ960×1850mm
Φ960×1900mm Φ960×2100mm
Φ1023×1850mm Φ1023×1900mm
Φ1023×2100mm Φ1200×2100mm
 QQ客服
QQ客服